
వెల్డింగ్ వ్యాప్తి అంటే ఏమిటి?ఇది వెల్డెడ్ జాయింట్ యొక్క క్రాస్ సెక్షన్లో బేస్ మెటల్ లేదా ఫ్రంట్ వెల్డ్ పూస యొక్క ద్రవీభవన లోతును సూచిస్తుంది.
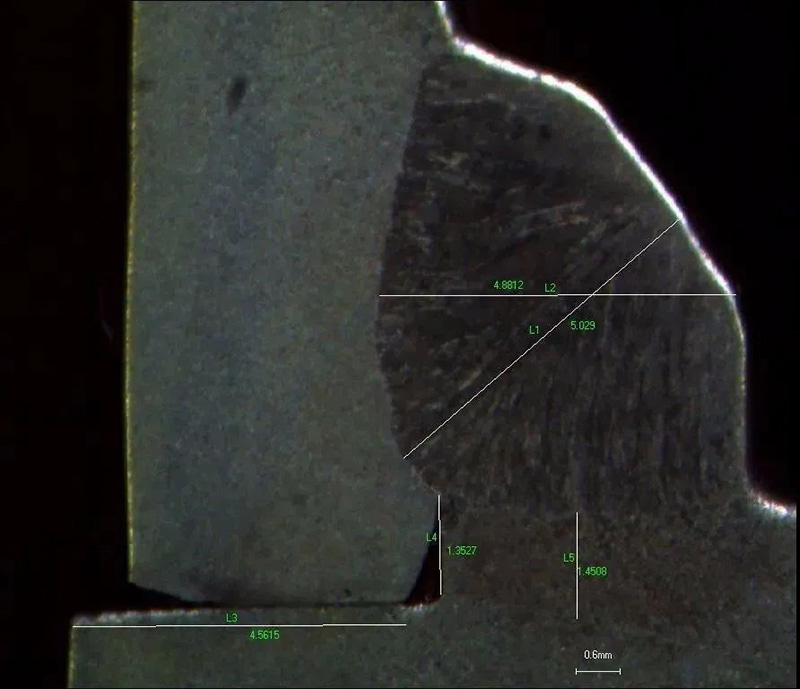
వెల్డెడ్ కీళ్లలో ఇవి ఉన్నాయి: వెల్డ్ సీమ్ (0A), ఫ్యూజన్ జోన్ (AB) మరియు హీట్ ఎఫెక్ట్ జోన్ (BC).
దశ 1: నమూనా
(1) వెల్డింగ్ వ్యాప్తి నమూనా యొక్క కట్టింగ్ స్థానం: a.స్థానాలను ప్రారంభించడం మరియు ఆపడం మానుకోండి
బి.వెల్డ్ మచ్చ యొక్క 1/3 వద్ద కత్తిరించండి
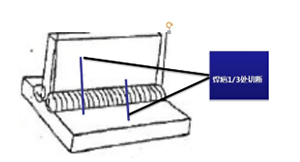
సి.వెల్డ్ మచ్చ పొడవు 20 మిమీ కంటే తక్కువగా ఉన్నప్పుడు, వెల్డ్ మచ్చ మధ్యలో కత్తిరించండి.
(2) కోత
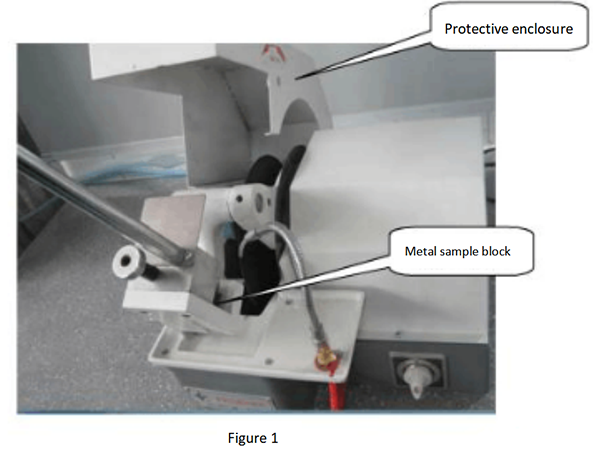
A. విద్యుత్ సరఫరాను కనెక్ట్ చేయండి మరియు కొలిచే పరికరాలు పరీక్ష అవసరాలకు అనుగుణంగా ఉన్నాయో లేదో తనిఖీ చేయండి;మూర్తి 1లో చూపినట్లుగా, మెటలోగ్రాఫిక్ కట్టింగ్ మెషిన్ యొక్క రక్షిత గృహాన్ని తెరిచి, పరీక్షించడానికి మెటల్ నమూనా బ్లాక్ను ఇన్స్టాల్ చేయండి.
(గమనిక: మెటల్ బ్లాక్ను పూర్తిగా పరిష్కరించాలని నిర్ధారించుకోండి!)
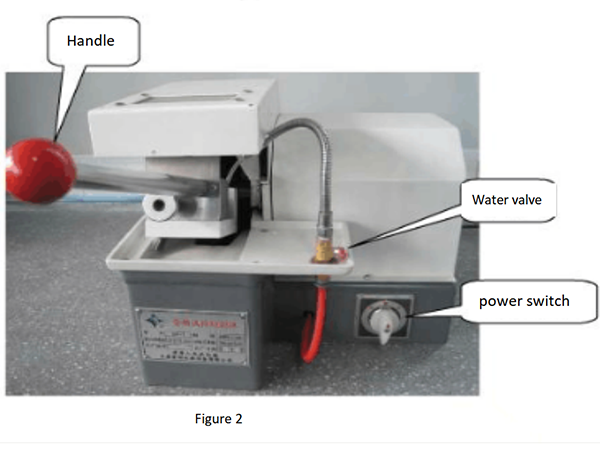
బి.మూర్తి 2 లో చూపిన విధంగా, మెటలోగ్రాఫిక్ కట్టింగ్ మెషిన్ యొక్క రక్షిత షెల్ను మూసివేసి, నీటి వాల్వ్ను తెరిచి, పవర్ స్విచ్ని ఆన్ చేయండి;మెటాలోగ్రాఫిక్ కట్టింగ్ మెషీన్ యొక్క హ్యాండిల్ను పట్టుకుని, మెటల్ నమూనాను కత్తిరించడానికి నెమ్మదిగా క్రిందికి నొక్కండి.కత్తిరించిన తర్వాత, మెటల్ నమూనా యొక్క పొడవు, వెడల్పు మరియు ఎత్తు 4mm కంటే తక్కువగా ఉండాలి;నీటి వాల్వ్ను మూసివేసి, శక్తిని ఆపివేసి, మెటల్ నమూనాను తీయండి.
బి.మూర్తి 2 లో చూపిన విధంగా, మెటలోగ్రాఫిక్ కట్టింగ్ మెషిన్ యొక్క రక్షిత షెల్ను మూసివేసి, నీటి వాల్వ్ను తెరిచి, పవర్ స్విచ్ని ఆన్ చేయండి;మెటాలోగ్రాఫిక్ కట్టింగ్ మెషీన్ యొక్క హ్యాండిల్ను పట్టుకుని, మెటల్ నమూనాను కత్తిరించడానికి నెమ్మదిగా క్రిందికి నొక్కండి.కత్తిరించిన తర్వాత, మెటల్ నమూనా యొక్క పొడవు, వెడల్పు మరియు ఎత్తు 4mm కంటే తక్కువగా ఉండాలి;నీటి వాల్వ్ను మూసివేసి, శక్తిని ఆపివేసి, మెటల్ నమూనాను తీయండి.
దశ 3: తుప్పు పట్టడం
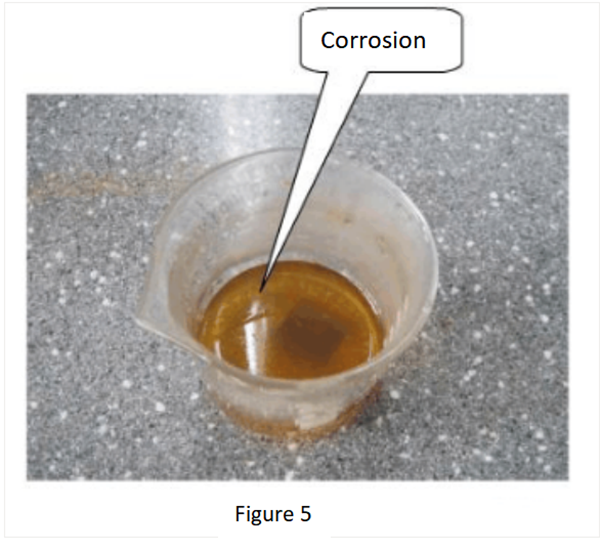
(1) అంజీర్ 5లో చూపిన విధంగా, కొలిచే కప్పులో తుప్పు ద్రావణాన్ని (3-5% నైట్రిక్ యాసిడ్ మరియు ఆల్కహాల్) సిద్ధం చేయడానికి సంపూర్ణ ఆల్కహాల్ మరియు నైట్రిక్ యాసిడ్ను ఉపయోగించండి, లోహ నమూనాను తుప్పు ద్రావణంలో ఉంచండి లేదా కడగడానికి చిన్న బ్రష్ను ఉపయోగించండి తుప్పు కోసం కత్తిరించిన ఉపరితలం.తుప్పు సమయం సుమారు 10-15 సెకన్లు, మరియు నిర్దిష్ట తుప్పు ప్రభావం దృశ్యమానంగా తనిఖీ చేయాలి.
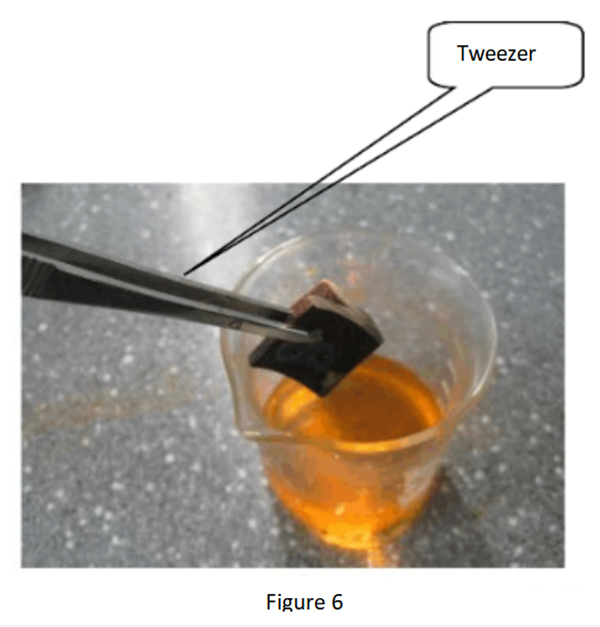
(2) అంజీర్ 6లో చూపిన విధంగా, తుప్పు పట్టిన తర్వాత, లోహ నమూనా బ్లాక్ను పట్టకార్లతో తీయండి (గమనిక: తుప్పు పట్టిన ద్రవాన్ని చేతులతో తాకవద్దు), మరియు మెటల్ నమూనా బ్లాక్ ఉపరితలంపై తుప్పు పట్టే ద్రావణాన్ని శుభ్రంగా శుభ్రం చేయండి నీటి.
(1) బ్లో డ్రై
దశ 4: వెల్డింగ్ వ్యాప్తి యొక్క తనిఖీ పద్ధతి
| T (mm) అనేది ప్లేట్ మందం | |||
| పాత బెంచ్మార్క్ | కొత్త బెంచ్మార్క్ | ||
| ప్లేట్ మందం | చొచ్చుకుపోయే డేటా | ప్లేట్ మందం | చొచ్చుకుపోయే డేటా |
| ≤3.2 | 0.2 * t పైన | t≤4.0 | 0.2 * t పైన |
| 4.0zt≤4.5 | 0.8 పైన | ||
| 3.2~4.5 (4.5తో సహా) | 0.7 పైన | 4.5zt≤8.0 | 1.0 పైన |
| t=9.0 | 1.4 పైన | ||
| 4.5 | 1.0 పైన | t≥12.0 | 1.5 పైన |
| గమనిక: సన్నని ప్లేట్ మరియు మందపాటి ప్లేట్ యొక్క వెల్డింగ్ సన్నని పలకపై ఆధారపడి ఉంటుంది | |||
(1.2) వెల్డింగ్ పెనెట్రేషన్ డేటమ్ (చొచ్చుకుపోవడాన్ని సూచించే కాలు పొడవుతో)
| L (mm) అనేది అడుగు పొడవు | |
| అడుగు పొడవు | చొచ్చుకుపోయే డేటా |
| L≤8 | పైన 0.2 * L |
| L>8 | 1.5mm పైన |
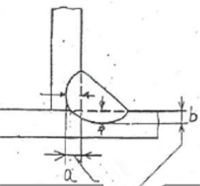
(2) వెల్డింగ్ పెనెట్రేషన్ కొలత (దూరం a మరియు b అనేది వెల్డింగ్ వ్యాప్తి)

(3) వెల్డింగ్ వ్యాప్తి కోసం తనిఖీ సాధనాలు
దశ 5: వెల్డింగ్ వ్యాప్తి మరియు నమూనాల నిల్వ యొక్క తనిఖీ నివేదిక
(1) వెల్డింగ్ పెనెట్రేషన్ తనిఖీ నివేదిక:
a.తనిఖీ చేయబడిన భాగం యొక్క క్రాస్-సెక్షన్ రేఖాచిత్రం యొక్క జోడింపు
బి.రేఖాచిత్రంలో వెల్డింగ్ వ్యాప్తి యొక్క కొలిచే స్థానాన్ని గుర్తించండి
సి.డేటా జోడింపు
(2) వెల్డింగ్ పెనెట్రేషన్ నమూనాల సంరక్షణపై నిబంధనలు:
a.ఫ్రేమ్ S భాగాల నిల్వ 13 సంవత్సరాలు
బి.సాధారణ భాగాలు 3 సంవత్సరాలు నిల్వ చేయబడతాయి
సి.లేకపోతే డ్రాయింగ్లో పేర్కొనబడితే, అది డ్రాయింగ్ అవసరాలకు అనుగుణంగా అమలు చేయబడుతుంది
(తుప్పు పట్టడాన్ని ఆలస్యం చేయడానికి చొచ్చుకుపోయే తనిఖీ ఉపరితలం పారదర్శక అంటుకునేలా ఉంటుంది)
పోస్ట్ సమయం: డిసెంబర్-22-2022